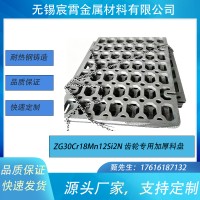




、产品概述
ZG30Cr18Mn12Si2N 齿轮专用加厚料盘,采用国标铬‑锰‑氮系奥氏体耐热铸钢整体铸造而成,针对变速箱齿轮、减速机齿圈、工程机械齿轮、汽车齿轮热处理工况专门设计,加厚盘面搭配底部加强筋结构,主要用于井式渗碳炉、箱式淬火炉、台车退火炉内部工件承载;解决普通料盘高温承重下垂、翘曲变形、频繁冷热循环开裂、渗碳环境起皮等行业痛点,为齿轮批量热处理提供稳定工装支撑机电之家。执行标准:GB/T8492‑2014《耐热钢铸件》机电之家。
二、材质化学成分
C:0.26‑0.36;Si:1.6‑2.4;Mn:11.0‑13.0;Cr:17.0‑20.0;N:0.2‑0.35;S≤0.04;P≤0.06,无镍或少镍,依靠氮元素强化高温性能,属于经济型耐热钢,替代高镍 2520 材质,有效降低采购成本Steel Grad...。
三、材料力学性能
常温力学指标:抗拉强度≥600MPa;伸长率≥20%;断面收缩率≥25%,塑性储备充足;
高温性能:长期安全使用温度 850‑980℃;短时极限温度 1050℃;950℃高温抗拉强度≥45MPa,抗蠕变性能优秀;
抗氧化与抗渗碳:高温下铬硅元素形成致密氧化保护膜,在高碳势渗碳气氛中抗渗碳、抗氧化,氧化皮脱落少,避免齿轮齿面出现麻点、脱碳缺陷;
抗热震性能:适应每天多次装炉出炉,从 930℃高温降到室温急冷循环工况,耐冷热冲击,降低料盘开裂概率万国企业网。
四、结构设计
加厚盘面:常规盘面厚度 20‑40mm,比通用料盘加厚 60% 以上,针对齿轮自重集中受力优化,杜绝长期高温蠕变下垂;
一体加强筋:底部铸造井字形加强筋,四周加厚围边,整体受力均匀,长时间重载之后平面度依旧达标;
一体式铸造吊耳:吊耳和料盘整体铸造成型,无焊接焊缝,高温环境不会脱焊断裂,适配行车吊装整盘齿轮,装炉出炉一次性转运,防止齿轮磕碰损伤;
款式可选:实心加厚款(重型齿圈)、镂空格栅款(中小型齿轮,炉内气氛流通充分,渗碳层均匀);可多层堆叠使用,充分利用炉膛空间;
尺寸:全部非标定制,按照客户炉膛内径、齿轮外径、单盘承重设计,尺寸公差控制 ±3mm 以内机电之家。
五、生产制造工艺
成型方式:硬化砂铸造或者消失模一体铸造,整体成型,不存在拼接焊缝,规避焊缝高温开裂缺陷;
后期热处理:铸件完成后经过 1080‑1120℃高温固溶去应力处理,释放铸造内部应力,均匀金相组织,大幅度提高抗疲劳性能;
成品处理:清理浇冒口、打磨毛刺,平整盘面;出厂附带本厂理化材质化验报告,材质可溯源机电之家。
六、适用工况
适用炉型:井式气体渗碳炉、箱式可控气氛淬火炉、台车式退火炉;
适配工件:汽车变速箱齿轮、工程机械齿轮、减速机齿圈、行星齿轮、从动齿轮;
工艺环境:900‑930℃渗碳、860‑890℃淬火、550‑650℃回火;炉内气氛:丙烷、甲醇渗碳气氛;
单盘承重:常规单盘承重 500‑3000kg 按需设计。
七、产品核心优势
对比 WCB 普通铸钢件:WCB 最高 425℃,高温极易变形,ZG30Cr18Mn12Si2N 完全适配渗碳高温工况;
对比 ZG40Cr25Ni20(2520):不含贵重金属镍,采购成本下降 30%‑40%;在 980℃以内工况使用寿命可达 2520 材质 85%,性价比突出;
工装价值:料盘平面稳定,齿轮放置平整,热处理后齿轮跳动量减小,提高齿轮加工合格率;镂空款式使渗碳气氛循环均匀,齿轮渗碳层深浅一致;
使用寿命:正常工况使用周期 8‑14 个月,保养得当可用更久,减少频繁更换料盘停工时间机电之家。
八、使用注意事项
齿轮摆放均匀,不要局部集中堆放,防止单点负载过大造成局部变形;
升温、降温速率按照热处理工艺执行,避免骤冷骤热;
定期清理料盘表面氧化皮,延长料盘使用寿命;
禁止长时间超过 1050℃高温使用,防止加速蠕变变形机电之家。
九、供货服务
可按需定制尺寸厚度、承重、实心或镂空样式;
支持厂内化验,也可以第三方 SGS 材质检测;
13% 增值税专票;交货周期 7‑15 天;可提供产品实拍图片、炉内使用实拍照片,支持实地验厂。