


一、核心功能
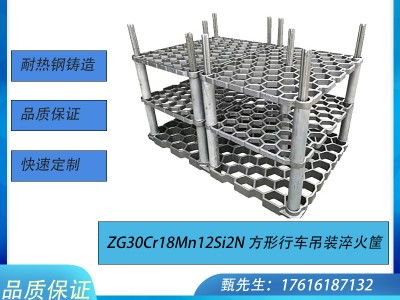
1. 行车吊装高效转运:筐体一体铸造成型高强度吊耳,精准适配车间行车、天车吊装作业,可实现整筐工件从加热炉到淬火池的一体化转运,无需人工二次分拣搬运,大幅缩短装卸料时间,适配批量连续淬火生产节奏。
2. 高温重载稳固承载:专为900–1100℃中温淬火工况设计,方形规整结构可集中装载齿轮、轴类、模具、标准件等各类工件,多层叠加或重载装载时,框体无塌陷、不下垂、不变形,均匀分散载荷,保障高温工况下结构稳定性。
3. 淬火介质全域通透:采用科学的网格镂空设计,孔隙均匀且分布合理,淬火油、冷却水、水溶性淬火剂可快速穿透工件间隙,无积液、无死角,确保工件冷却速度均匀,有效规避淬火后工件软硬不均、变形、开裂等问题,提升淬火合格率。
4.强抗热震耐骤冷骤热:完美适配淬火工艺“高温出炉+极速入水”的极端冷热交变工况,可缓冲剧烈温度波动带来的热冲击,有效防止筐体开裂、起皮、变形,解决普通材质料筐频繁破损、使用寿命短的行业痛点。
5. 抗氧化防脱渣护工件:材质表层形成致密的铬硅复合防护膜,高温淬火工况下不易氧化锈蚀、不起皮、不掉渣,杜绝杂质脱落粘附工件表面,保障淬火工件表面光洁度,减少后续打磨、返修工序成本。
6. 方形围挡防工件散落:方形封闭式边框结构,围挡高度合理、强度充足,可有效防止工件在吊装、转运、入水淬火过程中滑落、遗失,同时避免工件相互碰撞、磕碰,保护工件外观精度与尺寸完整性。
二、技术特点
1. 高性价比节镍耐热基材:采用 ZG30Cr18Mn12Si2N 铬锰氮节镍型奥氏体耐热铸钢,以锰、氮替代贵金属镍元素,在保证高温性能的前提下,采购成本降低40%以上,是900–1100℃中温淬火工装的经济型优选,综合性价比远超普通碳钢、304不锈钢料筐。
2. 优异高温抗蠕变性能:奥氏体基体组织致密均匀,经锰、氮元素固溶强化后,高温抗蠕变、抗压缩性能显著提升,在900–1100℃高温静置、重载吊装、反复淬火循环工况下,框体筋条、边框无翘曲、无凹陷、无断裂,结构稳定性持久。
3. 抗热疲劳不易开裂:低热膨胀系数适配淬火工艺的极端温差变化,可承受上万次“高温-常温”冷热循环冲击,无网状热裂纹、无脆性破损,相比普通耐热钢料筐,抗热疲劳寿命提升3倍以上,适配连续化流水线生产。
4. 耐高温抗氧化耐介质冲刷:18%铬元素与硅元素协同作用,高温下生成稳定致密的氧化保护膜,可有效抵御炉内高温氧化气氛、淬火介质高速冲刷侵蚀,不易锈蚀、剥落,同时具备一定的抗渗碳能力,适配渗碳后淬火等多种工艺。
5. 一体铸造无焊接薄弱点:采用消失模、砂型整体精密铸造工艺,吊耳、边框、筋条、围挡一体成型,无拼接焊缝、无气孔缩松等铸造缺陷,吊耳与筐体结合强度高,杜绝吊装过程中脱焊、断裂等安全隐患,结构稳固性更强。
6. 网格设计兼顾强度与通透:优化后的网格疏密配比,既保证了料筐整体承重强度,又最大化提升淬火介质的流通性,缩短工件冷却周期,同时减少淬火介质残留,降低介质损耗,兼顾生产效率与工装耐用性。
7.易维护可修复复用性强:材质焊接性能优良,局部轻微磨损、裂纹可使用同材质专用耐热焊条现场补焊、打磨修复,无需整体更换,维护成本低;方形标准化结构适配各类常规淬火炉,通用性强,可重复循环使用。
三、应用领域
1. 热处理淬火专用炉型配套:广泛适配台车式淬火炉、箱式淬火炉、井式淬火炉、多用炉等各类热处理设备,是机械化行车吊装淬火生产线的核心承载工装。
2. 机械零部件淬火加工:齿轮、传动轴、轴承、销轴、模具钢、弹簧、五金结构件等工件的整体淬火、调质、硬化处理,适配大批量标准件、异形件集中淬火需求。
3. 汽车与工程机械制造:汽车变速箱配件、发动机零部件、农机配件、工程机械承重配件等工件的整体淬火、渗碳后淬火工艺装载作业,适配多品类零部件同步生产。
4. 五金标准件制造行业:螺栓、螺母、螺钉、垫片等细小标准件的集中淬火,防止小件散落、挤压变形,保证批量工件淬火硬度、金相组织的一致性。
5. 精密模具热处理领域:小型塑胶模具、冲压模具、五金模具镶件的整体淬火硬化,方形规整结构可保护模具边角,避免磕碰损伤,保障模具精度与使用寿命。
6. 老旧工装替换升级:替代传统碳钢、低合金钢、普通不锈钢淬火筐,解决老式料筐高温变形、开裂、掉渣、吊装不安全、寿命短等痛点问题,提升车间生产安全性与效率。
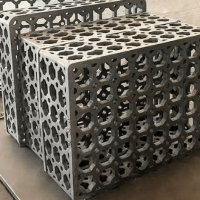
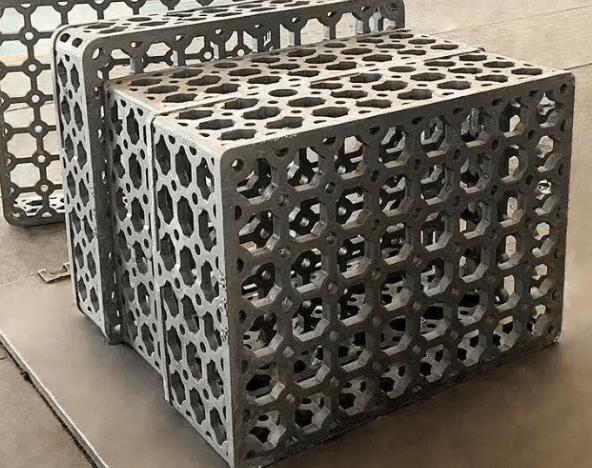
四、产品图片


五、产品参数
1. 材质基础参数
材质牌号:ZG30Cr18Mn12Si2N(铬锰氮节镍耐热铸钢)
执行标准:GB/T 8492 耐热钢铸件国家标准
化学成分:C 0.26–0.36%、Cr 17.0–20.0%、Mn 11.0–13.0%、Si 1.6–2.4%、N 0.20–0.30%,余量铁及微量杂质
密度:7.8g/cm³;熔点:1300–1350℃;热膨胀系数:14.5×10⁻⁶/℃
2. 力学性能
室温抗拉强度≥590MPa,屈服强度≥295MPa,伸长率≥20%,硬度200–240HB
高温性能:1000℃高温抗拉强度≥45MPa,抗蠕变、抗冲击、抗压性能优异,可承受重载吊装与淬火介质冲刷冲击
3. 工况适配参数
长期工作温度:900–1100℃(淬火适配区间)
短时极限耐受温度:≤1150℃(单次短时加热,持续不超过1小时)
适配工艺:水淬、油淬、水溶性介质淬火、调质热处理、渗碳后淬火
适配设备:行车/天车吊装式淬火生产线、间歇式淬火炉、连续式淬火炉
标准工况使用寿命:2–4年,规范操作、稳定工况下可达4年以上
4. 规格工艺参数
常规边框厚度:15mm、18mm、20mm、22mm
常规筋条厚度:10mm、12mm、15mm
常规外形尺寸:500×500mm、600×600mm、800×800mm、1000×1000mm、1000×800mm(可全尺寸定制)
网格间隙:常规15–30mm,加密款5–10mm(可按需定制)
生产工艺:消失模精密铸造、砂型整体铸造
表面状态:铸态毛坯,可按需打磨、精修、调整吊耳位置、加密网格
六、产品型号表
型号 | 结构样式 | 规格特点 | 适配炉型 | 适用场景 |
|---|---|---|---|---|
QC-30-FX-BZ | 标准方形网格款 | 常规壁厚、标准网格、一体吊耳 | 中小型箱式淬火炉、实验炉 | 通用工件批量淬火,性价比主力款 |
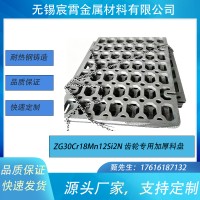
QC-30-FX-JH | 加厚重载方形款 | 边框/筋条加厚、吊耳加固、承重强 | 大型台车淬火炉、重载淬火生产线 | 重型模具、大吨位轴类工件重载淬火 |
QC-30-FX-MF | 加密防漏方形款 | 细密网格、防工件掉落、无杂质污染 | 标准件专用淬火炉、精密热处理炉 | 螺栓、销钉等细小精密零件集中淬火 |
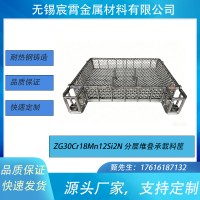
QC-30-FX-FG | 双层分隔方形款 | 内置分隔筋、分区摆放、防磕碰 | 连续式淬火生产线、多品类工件混淬炉 | 多规格工件同时淬火,冷却均匀无偏差 |
QC-30-FX-GJ | 加高围挡方形款 | 围挡加高、装载量大、防工件滑落 | 通用淬火炉、长轴类工件专用炉 | 长条形、易滚动工件淬火,转运更安全 |
QC-30-FX-FD | 非标定制方形款 | 尺寸、网格、吊耳、结构按需定制 | 各类非标淬火炉、定制化生产线 | 特殊炉膛、特殊工件、专属淬火工艺需求 |
七、注意事项
1. 温度使用规范:严禁长期1150℃以上超温持续运行,高温会加速材质氧化、脆化,导致框体变形、吊耳强度下降;常规定型淬火工艺严格控制在1100℃以内,短时超温单次时长不超过1小时。
2. 严禁违规冷热冲击操作:高温出炉后禁止直接暴力急冷、强行喷淋冷水/冷油;需遵循淬火工艺规范,避免剧烈温差产生的巨大热应力,导致筐体表层裂纹、脱落,影响使用寿命。
3. 吊装安全操作规范:行车吊装时必须保证吊耳垂直受力,禁止斜拉、斜吊、拖拽筐体;吊装前检查吊耳、边框是否完好,严禁超载吊装,防止吊耳断裂、筐体坠落,引发安全事故。
4. 装载摆放要求:工件均匀平铺于筐内,禁止单点集中重载、局部悬空承压,每层工件装载量不超过筐体承重极限;避免超高堆叠,预留淬火介质流通间隙,保证冷却均匀。
5. 焊接维修规范:筐体破损修补、吊耳加固、结构改制必须使用 ZG30Cr18Mn12Si2N 专用耐热焊条,禁止使用普通碳钢、不锈钢焊条;焊接前需将焊接部位预热至200–300℃,焊后自然缓冷,打磨平整,保障结构强度。
6. 初次使用预处理:新筐投入使用前,需在200–300℃低温下预烘3小时以上,去除铸造残留的水汽、型砂杂质,防止高温淬火出现起皮、掉渣、炸裂问题,避免污染工件。
7.工况适配禁忌:不适用于1150℃以上超高温、强酸碱、高硫高氯腐蚀介质淬火工况,此类严苛高温腐蚀场景,建议升级 ZG40Cr25Ni20Si2高镍耐热钢材质淬火筐。
8. 日常存放与防护:闲置时将料筐平整放置于干燥通风处,避免长期淋雨、受潮锈蚀;禁止重力撞击、堆叠挤压筐体与吊耳,保护结构完整性,延长使用寿命。
八、应用与建议
1. 规格选型应用建议
小型淬火炉、轻载间歇生产、常规工件淬火:优选 QC-30-FX-BZ 标准方形网格款,自重轻、成本低、淬火效果均匀,满足日常量产需求。
重型模具、大轴类工件、重载连续生产:选用 QC-30-FX-JH 加厚重载方形款,结构强度高、抗蠕变、抗冲击,杜绝高温重载变形与吊装安全隐患。
细小精密标准件、易掉落工件:主推 QC-30-FX-MF 加密防漏款,细密网格彻底解决工件掉落、损耗问题,保障产品合格率与表面洁净度。
多品类工件混淬、高精度工件淬火:选用 QC-30-FX-FG 双层分隔款,分区摆放防磕碰,保证每批次工件冷却一致性,减少工件报废率。
长条形、易滚动工件:选用 QC-30-FX-GJ 加高围挡款,围挡防护到位,避免工件在吊装、转运、入水过程中滑落,提升生产安全性。
2. 现场使用优化技巧
装件时按工件规格、材质分区摆放,同批次、同规格工件集中放置,便于后续分拣,同时保证筐体载荷均匀,避免偏载导致的框体变形。
行车吊装时平稳起落,杜绝快速冲击入水、撞击淬火池壁或炉口,减少筐体机械疲劳与热冲击损伤;淬火完成后,待工件冷却至常温再取出,避免高温取件时筐体骤冷开裂。
每1–2个月清理筐体表面的氧化皮、积碳、淬火残渣,疏通网格间隙,防止堵塞影响淬火介质流通效果,同时避免杂质粘附工件表面。
3. 寿命延长维护建议
稳定控制淬火炉温度,减少频繁超温、频繁启停作业,降低料筐冷热疲劳损耗;规范装载、吊装流程,避免超载、撞击、摔打等机械损伤,从源头减少框体变形、断裂风险。
定期检查吊耳、边框、筋条的磨损、裂纹情况,每3–6个月进行一次全面排查,微小缺陷及时补焊修复,防止故障扩大导致整筐报废;保持淬火介质洁净,减少介质杂质对筐体的冲刷腐蚀。
九、购买建议
1. 工况精准选材:900–1100℃中温常规水淬、油淬、调质、渗碳后淬火工况,无强腐蚀介质,优先选用 ZG30Cr18Mn12Si2N 材质,性能稳定、性价比极高;长期超1100℃高温、强腐蚀淬火工况,建议升级2520高镍耐热钢材质。
2. 款式精准选购:通用量产选标准方形网格款,;重型工件选加厚重载款,保障承重与安全;细小精密件选加密防漏款,避免工件损耗;多品类生产选双层分隔款,按需匹配工况,不盲目选型。
3. 成本采购优势:节镍耐热铸钢材质相比传统高镍淬火筐,采购成本降低40%以上,使用寿命稳定,可有效减少工装更换频次、工件报废损耗与停机维修成本,适合热处理厂长期批量采购储备。
4. 厂家采购选择:优选源头耐热钢铸造厂家,无中间商加价,可提供尺寸测绘、非标定制、结构优化、焊接售后指导一站式服务,支持小批量试单、大批量议价,保障产品品质与交付效率。
5. 品质验收保障:采购时可要求厂家提供材质光谱检测报告、出厂质检报告,明确标注化学成分、力学性能参数,杜绝材质掺假、以次充好;标准工况统一质保12个月,非人为超温、撞击损坏可享受售后维保服务。
6. 交期采购规划:常规标准尺寸淬火筐现货直发,适配设备急换、补单需求;非标异形、大尺寸、加厚加密定制款快速开模生产,短周期交付,适配新炉配套、产线升级改造项目,不耽误生产进度。